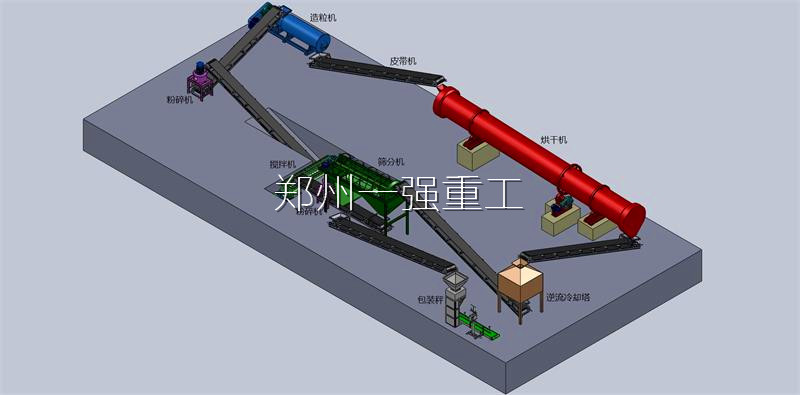
鸡粪有机肥设备是以鲜鸡粪为原料,经过一系列的加工处理,生产出天然有机鸡粪肥料的成套生产设备。鸡粪有机肥生产线加工商品有机肥需要两个步骤:前期发酵与处理部分和深加工造粒部分。生物有机肥设备配套需要发酵翻堆机、有机肥粉碎机、滚筒筛分机、卧式混合机、圆盘造粒机、回转烘干机、冷却机、筛分机、包膜机、包装机、输送机等设备。
鸡粪有机肥特点:
1、鸡粪有机肥不含任何化学成份,由于鸡消化能力差,只能消耗掉25%的营养成份,而饲料中另外75%营养成分随粪便排出,从而使干成品含氮、磷、钾、有机质、氨基酸、蛋白质等成份。
2、鸡粪有机肥中的主要物质是有机质,鸡粪有机肥增加了土壤中的有机质含量。有机质可以改良土壤物理、化学和生物特性,熟化土壤,培肥地力。我国农村的”地靠粪养、苗靠粪长”的谚语,在一定程度上反映了鸡粪有机肥对于改良土壤的作用。
3、鸡粪有机肥既增加了许多有机胶体,同时借助微生物的作用把许多有机物也分解转化成有机胶体,这就大大增加了土壤吸附表面,并且产生许多胶粘物质,使土壤颗粒胶结起来变成稳定的团粒结构,提高了土壤保水、保肥和透气的性能,以及调节土壤温度的能力。
4、鸡粪有机肥,还可使土壤中的微生物大量繁殖,特别是许多有益的微生物,如固氮菌、氨化菌、纤维素分解菌、硝化菌等。鸡粪有机肥中有动物消化道分泌的各种活性酶,以及微生物产生的各种酶,这些物质施到土壤后,可大大提高土壤的酶活性。
5、多施鸡粪有机肥,可以提高土壤活性和生物繁殖转化能力,从而提高土壤的吸收性能、缓冲性能和抗逆性能。
工艺流程:
商品有机肥制肥工艺主要包括粉碎、配料、混合、制粒、烘干、冷却、筛分和打包等环节。单条生产线设备生产能力以1~10t/h为宜,过小则达不到经济规模,过大则增加原料和成品运储难度。
一步:发酵 把鸡粪鸡尿收集起来,掺上干草和腐烂的青贮等做成堆肥,让其发酵。在发酵过种用使用翻堆机让鸡粪充分发酵,只有及时、均匀的翻堆才能做到这一点。不要有些地方非常干,有些地方非常湿,这会影响发酵质量,建议采用翻堆机。
发酵方法:
(1)加辅料
在新鲜鸡粪中添加占发酵鸡粪总量10%-15%秸秆、米糠等辅料,以起到调节水分、通气和碳氮比作用碳氮比在30-40之间,使鸡粪的含水量控制在60%左右,以手指间有水印但不滴下为准。
(2)接种发酵剂
添加0.04%如金益生菌发酵剂(先用10倍麸皮将发酵剂混匀再添加到鸡粪中混匀),混匀后转入发酵槽内以梯形状堆放上宽2m,下宽3m,高1.2m,长度根据场地长度而定,压实密封,用塑料布或防雨布覆盖进行厌氧发酵。发酵时间为15-40天(视季节而定)。
(3)翻料(机械或人工翻料)
冬春季每10天在中午时分翻料1次,夏秋季每5天翻料1次,使物料发酵温度控制在55-70℃之间。发酵温度可用棒式数显温度计测控。翻堆三次后即可发酵成功。
该工艺特点:机械翻堆作业机动性强,采用条垛料堆利于堆肥后期的水分散失;对土建要求低,不需配套发酵槽,可在室外堆制,节省建筑投资;堆肥场地面积需要相对大一些;北方地区室外堆肥冬季保温性差,堆肥周期需要有所延长或季节性停止堆肥;露天堆肥时雨季料堆易受影响,建议有条件的加盖遮雨棚。
二步:配料粉碎混合
使用配料仓将堆肥后的物料和N、P、K等无机肥料及其他添加物等原料,按一定比例通过物料粉碎机和卧式混合机,进行粉碎、配比和混合。本系统作用是将堆肥后的物料和氮磷钾无机肥料及其他添加物等各种原料按一定比例进行粉碎、配比和混合。根据多年经验,设备配套建议如下:采用立式粉碎机粉碎鸡粪堆肥物不易粘壁,不易堵塞,多层紊流链锤结构改善粉碎性能;采用连续式自动配料系统适合有机肥原料的动态计量及配料控制;混合作业配置双轴连续式混合机,密封性好,粘湿物料不易在搅拌轴根部粘附。
第三步:制粒
采用有机肥造粒机对物料进行制粒。本系统的作用是将粉碎配料混合完备后的物料制成颗粒。制粒适宜采用平模制粒机,其优点是:原料适应性广,尤其适合有机物料,对原料密度、原料水分要求宽泛,原料不需要烘干;压辊直径大,模板可正反双面使用,物料均布于压缩室内,造粒稳定,颗粒成型率高,成品颗粒外观均匀不易破碎;整个制粒成型过程不加水,节省后续颗粒烘干的成本;原料粉碎细度要求不高,制粒原料(堆肥后)一般不需细粉碎,细小石子能直接碾碎,不易堵塞压盘模孔
第四步:筛分及回料系统
从制粒成型系统输出的颗粒料,粒径有一定差异, 需要筛分分级。选用的回转式筛分机要求振动小, 噪音低,换筛方便,且装有筛面清理装置。建议配备自动回料系统,筛分不合格的大、小颗粒物料,经过皮带提升机输送出来,重新粉碎后送至制粒机继续造粒,有助于提高生产线的连续作业能力。
第五步:烘干
使用有机肥烘干机,将筛分后的颗粒,进一步去除水分,达到有机肥含水率的标准要求,烘干同时改善颗粒成型。
第六步:冷却
用冷却机将颗粒物料进行冷却,有助于颗粒储存保质烘干机输出的热颗粒物料从上方进入到逆流冷却器内,干燥空气在冷却风机的作用下,由冷却器的下部进入,与由上部落下的湿热颗粒进行充分的冷热交换。经过冷却后,颗粒温度与环境温度之差小于5℃。
第七步:包装
冷却后的颗粒物料,经过斗式提升机输送进入到成品仓内。颗粒物料通过自动打包称实现定量称量和包装,自动包装机采用微电脑控制,可实现多量程的计量,具有称量精度高、自动夹包、缝包、自动去皮重和检测功能,其优点是人工打包所不能比拟的。
控制系统
整个生产线设备众多,为保证连续化生产的正常有序,控制系统推荐采用控制室集中显示、集中控制和现场控制相结合的方式,在控制室里设置控制柜、带有模拟屏的操纵台和计算机系统。通过模拟屏可对设备实现启停操作,对于相距较远的制粒机等设备配备有现场控制柜,便于现场操作。通过计算机按配方实时控制配料混合系统,可动态监测设备运行状态,具有配方和批次的设置、修改、存储功能,具有各种不同物料和总产量的班、日、月报表生成和打印功能,方便生产管理。